
ENGINEERING AND TECHNOLOGY
We Publish What
Other Brands Leave Out.
FEA validated. Load tested. Material certified.
Transparency over marketing.
You read specs before you buy. This page is for you.
Your Cybertruck Weighs 6,843 lbs. Most Aftermarket Parts Weren't Engineered For That.
The CT produces 600+ lb-ft of instant torque through a steer-by-wire system with zero mechanical filtering. Its air suspension cycles through a 4-inch travel range. And in March 2025, Tesla recalled all 46,096 delivered Cybertrucks for adhesive-mounted trim failure.
Generic truck accessories re-drilled to the CT bolt pattern don't account for these forces. They weren't designed for steer-by-wire. They weren't tested across air suspension travel. The aftermarket needs to do better.
BOLT-ON. NOT GLUED ON.
Every Xolaris component is mechanically fastened to your Cybertruck's chassis. CNC-machined aluminum. Aerospace-grade hardware. Zero adhesive. Zero drill holes. 100% reversible.
Steel competitors require additional paint and coating to prevent rust. 6061-T6 aluminum is naturally corrosion-resistant — it forms a protective oxide layer without any coating required.

Roof Rack Side Storage
Integrated weatherproof compartments. 500 lb dynamic load at only 55 lbs — less than 1% of your CT’s payload capacity.
Spare Tire Carrier
Your CT spare weighs 70+ lbs. The carrier lifts it hydraulically and deploys at a button press. No manual lifting. No second person.
Front Bumper
12,000 lb Warn winch integrated. 85 lbs total — a steel competitor's bumper weighs 120-150 lbs.
Fender Flares
Gravel, road debris, parking lot impacts. Every profile modeled around Tesla’s full sensor array — Designed to preserve all factory sensor positions.
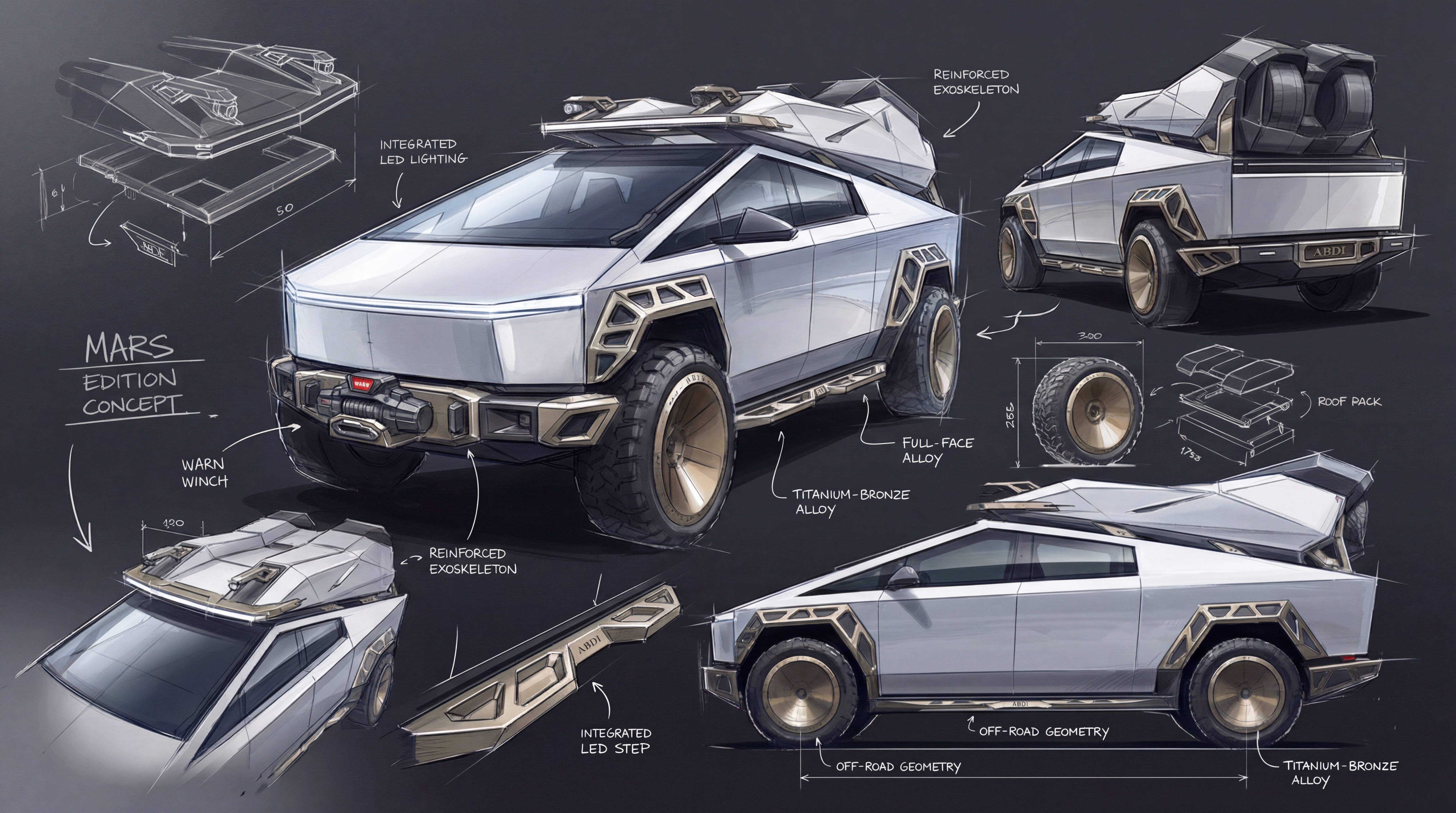
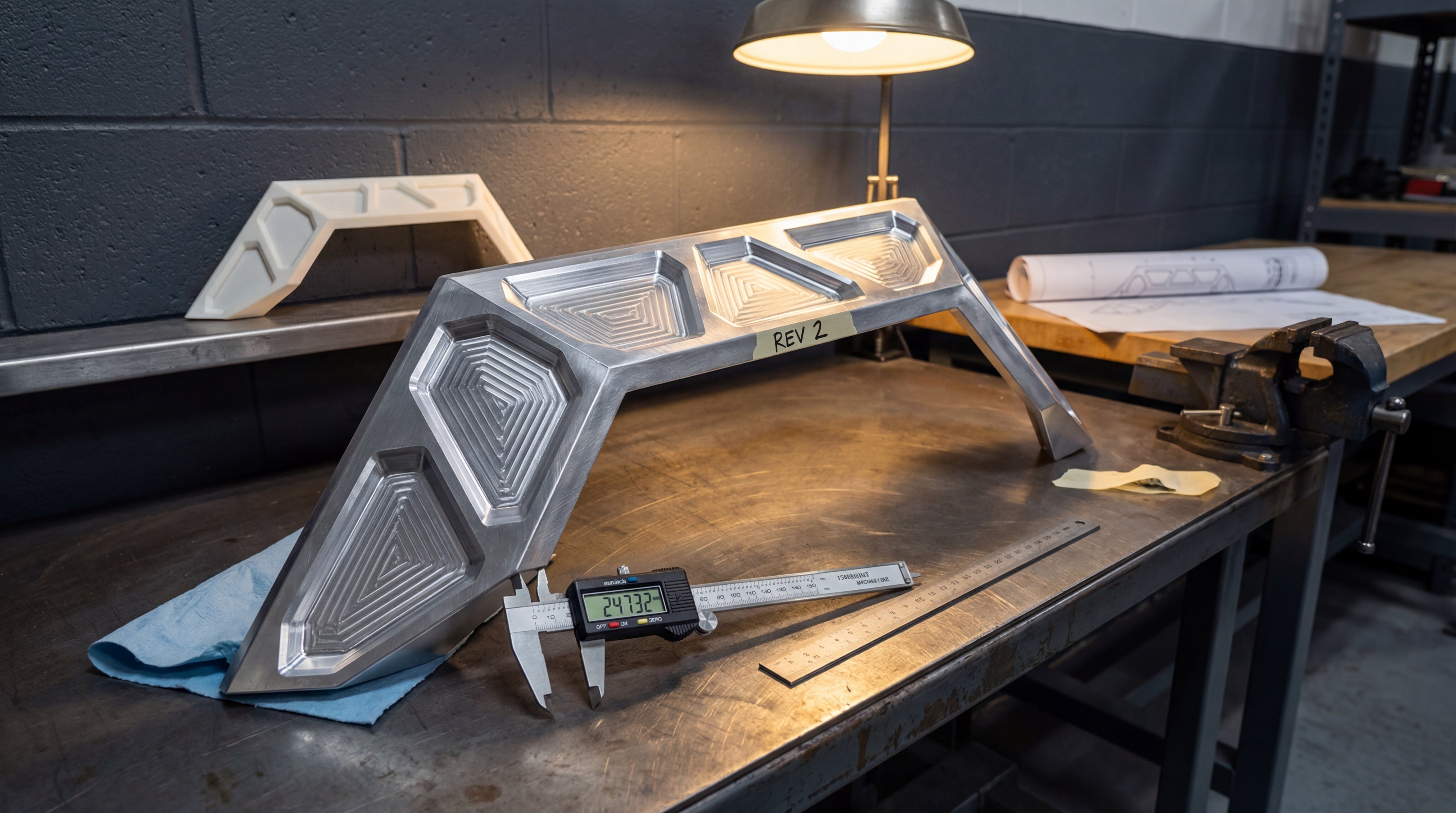
THE ENGINEERING PROCESS
From Sketch to Street. Seven Stages. Zero Shortcuts.
MATERIAL SCIENCE
The Metallurgy Your Aftermarket Supplier Won't Explain.
Cast
Random grain structure. Air pockets. 2,000–2,500 lbs/wheel. Prone to cracking under cyclic stress.
Flow-Formed
Partially aligned grain. Better than cast, marketed as forged. 2,500–3,000 lbs/wheel. Thin barrel walls risk deformation.
Forged 6061-T6
Fully aligned, continuous grain matrix. Zero air pockets. 3,600 lbs/wheel. Molecular-level crack resistance.
Hybrid Construction: Precision Where It Matters.
All-Steel Construction (Competitors)
Every component stamped or welded from the same mild steel. No CNC precision. No material optimization. One material for every job — structural, cosmetic, and functional.
Steel + CNC Aluminum (Xolaris)
Steel for structural load paths — bumper bodies and roof rack frame. CNC-machined 6061-T6 aluminum for precision components — fender flares, rocker panels, bumper insertions, rack legs, LED bar frame. Each material chosen for its job.
DO THE MATH
We Engineer for Real-World Forces. Not Curb Weight.
HOW COMPETITORS RATE WHEELS
Vehicle weight ÷ 4. Your CT weighs 6,843 lbs. That's 1,711 lbs per corner. They rate to static curb weight and call it done. No dynamic testing. No impact simulation. No pothole data.
HOW XOLARIS RATES WHEELS
Real-world simulation. A pothole at 70mph generates 3–8x static load — that's 5,100 to 13,700 lbs of instantaneous force per wheel. We FEA validate to 8G+ with zero permanent deformation. Then we load-test physical samples to confirm.
This is not marketing. This is physics.
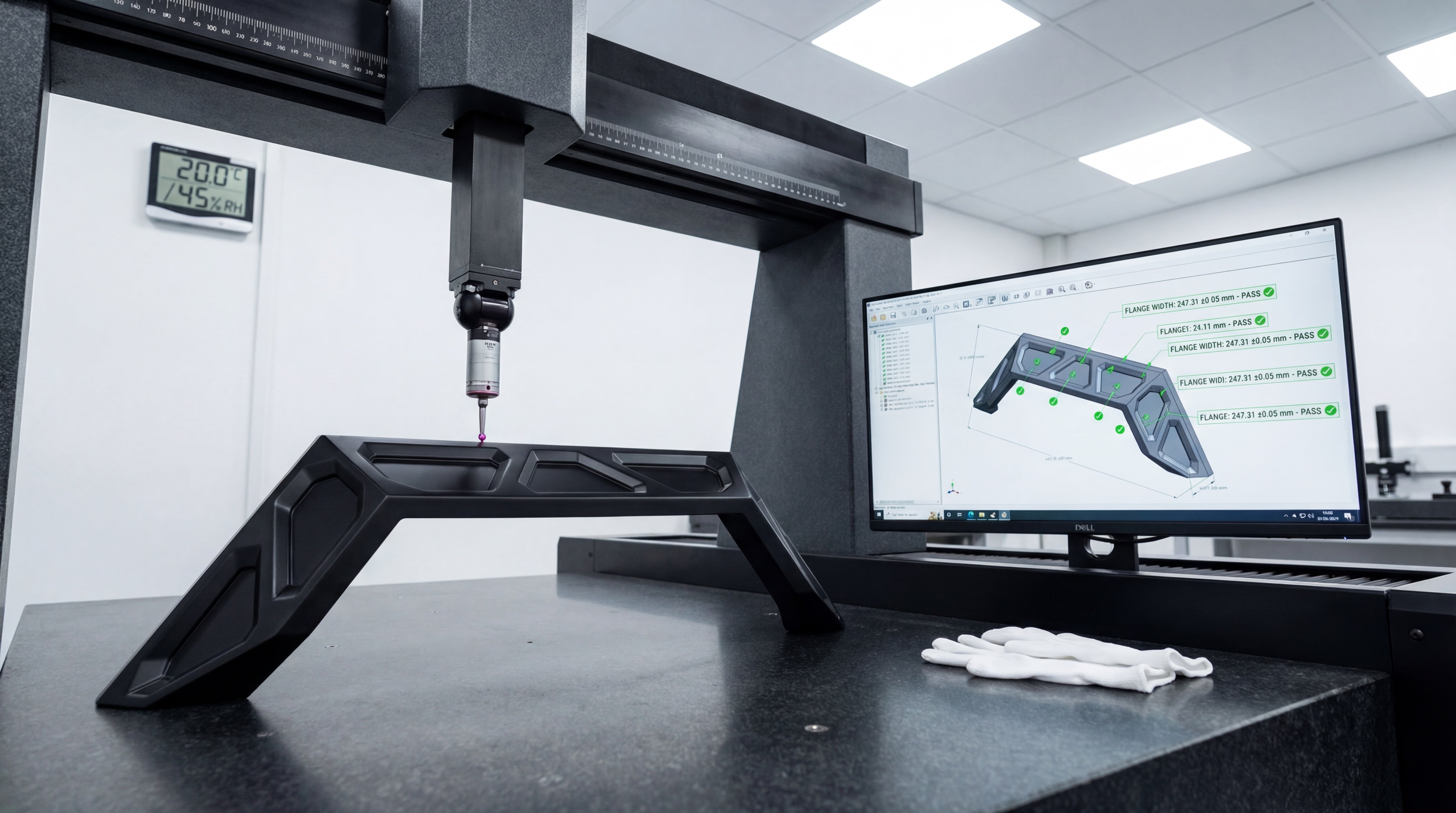
TESTING AND VALIDATION
Numbers Don't Need Marketing.
CYBERTRUCK-SPECIFIC ENGINEERING
Questions CT Owners Ask Before Buying.
Will steer-by-wire cause vibration with aftermarket wheels?
Not with ±0.02mm hub-centric bore. We machine to your CT’s exact hub flange diameter.
Will these clear my oversized brake calipers?
Every spoke profiled around actual CT caliper geometry, heat shield, and brake hose routing.
Will this affect my cameras or sensors?
Designed to preserve all factory camera and sensor mounting positions. No cutting, no relocation. Sensor compatibility testing is underway.
Is this glued on like Tesla’s recalled trim?
Zero adhesive. Every component mechanically bolted to chassis. Tesla recalled 46,096 CTs for glue failure.
What about my open wheel wells — no inner liners?
Every finish survives 1,000+ hours salt spray, thermal shock, and direct gravel impact. Not showroom rated — road rated.
Will parts rub at different suspension heights?
Validated across Low, Medium, High, and Extract. Full compression under load. Zero interference at any height.
What happens near my brakes — won’t heat warp the parts?
Thermal cycling validated from -40°C to +120°C. Zero warping, zero coating failure after hundreds of cycles.
Aluminum on stainless steel — won’t that corrode?
Galvanic isolation at every mount point. Nylon washers, coated fasteners, engineered barriers between dissimilar metals.
Can I go fully stock for a Tesla service visit?
Every bolt. Every bracket. Standard tools. Under 2 hours. Zero drill holes, zero adhesive residue, zero evidence.
How much range will I lose?
Forged wheels are up to 15% lighter than OEM cast — that improves rolling efficiency. Exterior adds drag equivalent to an open window. Real-world impact: negligible to net-positive depending on wheel and tire selection.

FULL SPECIFICATIONS
The Data Sheet.
WARRANTY AND COMPATIBILITY
Designed to Protect Your Warranty. Not Void It.
Reversibility
Every Xolaris component is bolt-on and 100% reversible. Remove in under 2 hours, returning your CT to complete stock condition. No cutting, no drilling, no permanent modification. Consult your Tesla service center for specific vehicle warranty questions.
Camera & Sensor Compatibility
Every fender profile, bumper line, and rack mount is designed to preserve factory camera and sensor mounting positions — cameras, ultrasonics, and radar. No cutting, no relocation. Sensor compatibility testing is underway.
Insurance
Bolt-on, non-structural, fully reversible. No modification to your frame, crash structure, or safety systems. No impact on structural classification, crash rating, or insurance category.
Return to Stock
Every bolt. Every bracket. Every component. Removable with standard tools. Zero drill holes, zero adhesive residue, zero scratches, zero evidence of modification.

ENGINEERING COMPARISON
Why This Costs What It Does.
The price difference is the difference between cast/steel and forged/CNC aluminum. Between cosmetic panels and functional systems. Between generic truck parts and CT-specific engineering.
FREQUENTLY ASKED
Engineering Questions. Answered.
Different jobs need different materials. Bumper bodies and roof rack frames are steel — they handle structural loads and impact forces. Fender flares, bumper insertions, rack legs, and LED frames are CNC-machined 6061-T6 aluminum — precision components where weight and dimensional accuracy matter. Wheels are fully forged 6061-T6. We use each material where it performs best, not one material for everything.
Forged wheels are up to 15% lighter than OEM cast, which improves rolling efficiency and reduces unsprung mass. The exterior system uses hybrid steel and aluminum construction optimized for each component’s function. Total system weight is well within the CT’s 2,500 lb payload capacity — roughly equivalent to two passengers.
Wheels: yes, with standard tools and a torque wrench. Exterior: we recommend professional installation (6-8 hours for complete system). All mounting uses existing factory bolt locations — no cutting, drilling, or welding. We provide detailed documentation and can recommend certified installers in your area.
Forged. Every wheel starts as a solid billet of certified 6061-T6 compressed under 10,000 tons. Flow-formed wheels start as a cast blank and are then spun to thin the barrel — they are not forged. The grain structure difference is significant: forging creates a continuous, dense matrix. We publish forging documentation because transparency is how we differentiate.
Your CT weighs 6,843 lbs — 1,711 lbs per corner at rest. Dynamic loads from potholes reach 3-8x static. That’s peak loads of 5,100-13,700 lbs per wheel. OEM cast: 2,500 lbs. Xolaris forged: 3,600 lbs — engineered for the actual forces your CT generates, not just curb weight.
Professional installation: 6-8 hours for the complete system. Individual components: front bumper 1.5-2 hours, rear bumper 1-1.5 hours, fender flares 1 hour per side, side steps 1 hour, roof rack 1.5-2 hours. All mounting uses existing factory bolt locations.
No. Every component functions independently. Start with a front bumper, add fender flares later. The Complete Build ($11,800) saves $1,400 vs. purchasing individually and ensures visual cohesion.
Wheels: 6-8 weeks. Exterior: 8-10 weeks. Every component manufactured to order in small batches. Your order enters production within 5 business days. Rush orders may be available — contact us directly.
Tesla has moved sensor positions between hardware revisions before. Our CAD models are parametric — sensor mounting zones are defined as exclusion volumes, not fixed coordinates. If Tesla shifts a camera 15mm in HW5, we update the clearance zone and re-validate. We also maintain relationships with CT-focused shops and forums that report hardware changes within days. Any customer who orders before a revision ships receives updated components at no charge.
Most aftermarket bumpers are designed in CAD without a physical CT in the room. They approximate sensor locations from published dimensions and hope for the best. We 3D-scan a live Cybertruck with all sensors mapped, then validate the finished part on that same vehicle running FSD v14+ in real driving conditions. Every camera feed is checked for obstruction, every ultrasonic zone is tested for reflection artifacts. If a design causes even partial occlusion of any sensor field, it gets re-cut. We publish the validation data because the CT community has been burned before.
DESIGNED AND ENGINEERED BY
Abdi Design
Industrial design and product engineering studio based in Toronto, Canada. Founded by Shaun Abdi with a background in automotive product development and precision manufacturing — from concept sketches through CNC programming to final QC. Xolaris exists because no one was engineering CT-specific parts to the standard this truck demands.
About Xolaris →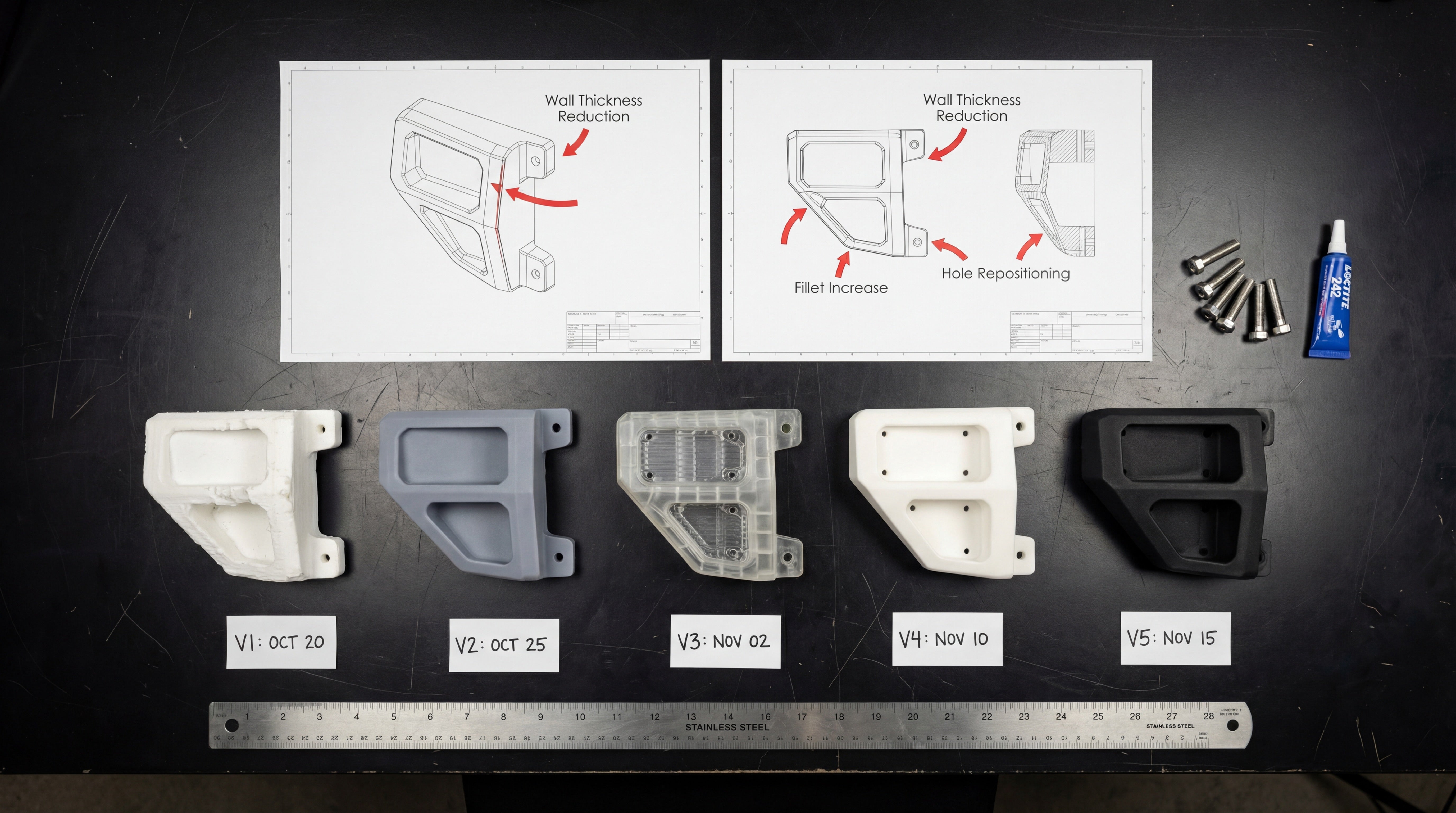





Your CT Deserves Better Than Generic.
Tell us your CT variant, your goals, and your timeline. We'll build the spec sheet.
info@abdidesign.com · +1 (647) 964-4664